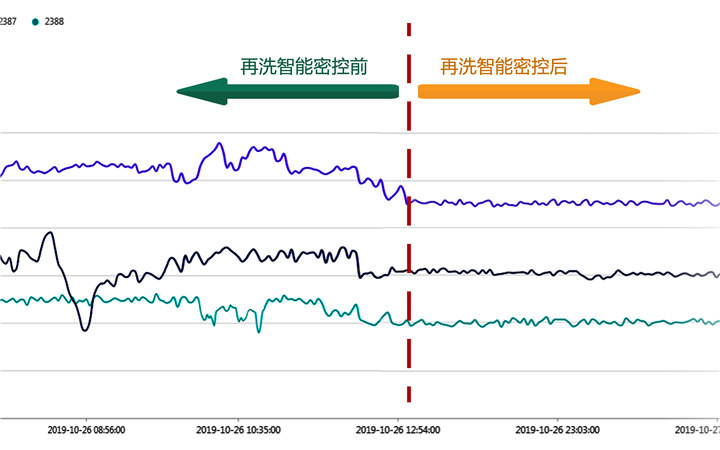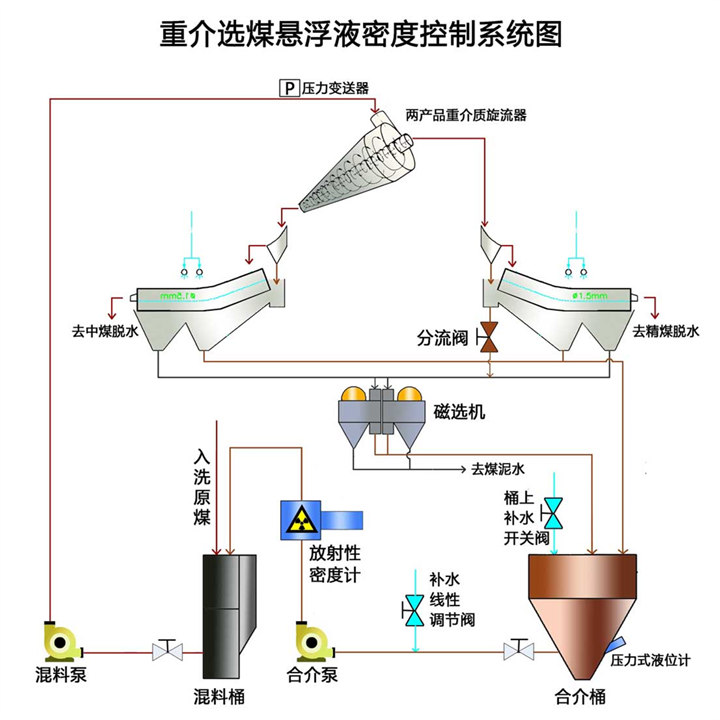
斜沟煤矿选煤厂应用两段两产品重介旋流器主再选工艺,再洗段密度控制直接影响精煤产品的灰分和回收率。稳定控制悬浮液密度至关重要,它是整个选煤生产过程的核心。之前,由于各控制阀门自动化程度低、合介桶容量大循环慢,使得密度反馈滞后,调节时间长。操作员需以高强度、高频率的实时手动控制,维持分选密度的稳定,避免洗出高灰产品,导致密控操作效率低、职工劳动强度大。
༺ 为此,该厂联合美腾科技团队,对重悬浮液密度智能控制系统进行攻关。首先改进介质循环控制流程,把分流阀、补水阀等开关量阀门改造为电控气动线性调节阀,补水控制对象由桶上补水阀改为合介泵入口调节阀,阀门动作后获得迅速精准反馈,缩短调节时间;二是运用Java编程语言定制开发智能控制算法,采用OPC通讯技术直接从现场PLC读取合介及稀介桶位、主再洗分选密度、煤量、泵运行电流等相关实时参数,综合建立密控系统阀门开度预测模型,通过人工智能算法得出最优结果,再下发至PLC精准控制,实现了重悬浮液密度高精度控制的要求,解决了传统PID算法在应对强耦合、大滞后的重介密控时出现的密度惯性超调和波形振荡问题。